![]()
オプティカニクス総合取扱製品
opticanics.com
- HOME
- CVDダイヤモンド ルーティング工具 Qual Diamond Hi-tech Corporation
CVDダイヤモンド ルーティング工具 Qual Diamond Hi-tech Corporation

Qual Diamond Hi-Tech Corporation
ダイヤモンドパウダー/スラリー 研磨剤
オプティカニクス株式会社
ルーティングツール:
CVDダイヤモンド パターン ルーター ビット

製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティングダイヤモンドパターンルータービットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
ダウンタイムの削減
効率と生産性の向上
エッジの蓄積が少ない
より速い熱放散
優れた切りくずの流れと排気
改善された表面仕上げ
加工される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
CVDダイヤモンド フィッシュテール チップ刃

製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティングルータービットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
ダウンタイムの削減
効率と生産性の向上
エッジの蓄積が少ない
より速い熱放散
優れた切りくずの流れと排気
改善された表面仕上げ
加工される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
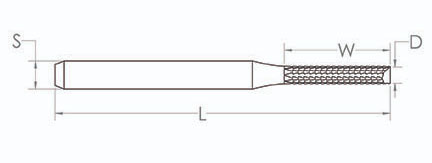
| Part # | フルート直径(D) | Shank 直径(S) | カット長 (W) | 全長(L) |
| RC3868 | 1.6mm | 3.175mm | 8mm | 38mm |
| RC3809 | 2mm | 3.175mm | 9.5mm | 38mm |
| フルート直径 mm |
スピンドル スピード k rpm |
テーブル フィード m/min |
| 1.0 | 40 | 0.8 |
| 1.1 | 38 | 0.9 |
| 1.2 | 35 | 1.0 |
| 1.3 | 32 | 1.0 |
| 1.4 | 30 | 1.1 |
| 1.5 | 29 | 1.1 |
| 1.6 | 27 | 1.2 |
| 1.7 | 27 | 1.2 |
| 1.8 | 25 | 1.2 |
| 1.9 | 24 | 1.2 |
| 2.0 | 23 | 1.2 |
| 2.1 | 22 | 1.2 |
| 2.2 | 21 | 1.25 |
| 2.3 | 20 | 1.25 |
| 2.4 | 20 | 1.3 |
| 2.5 | 19 | 1.3 |
CVDダイヤモンド 2枚刃 圧縮ルーター

製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティング逆ドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
優れた切りくず除去率
特殊設計による低切削抵抗
ラミネートの層間剥離を防ぎます
高送りルーティングと仕上げ
加工される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
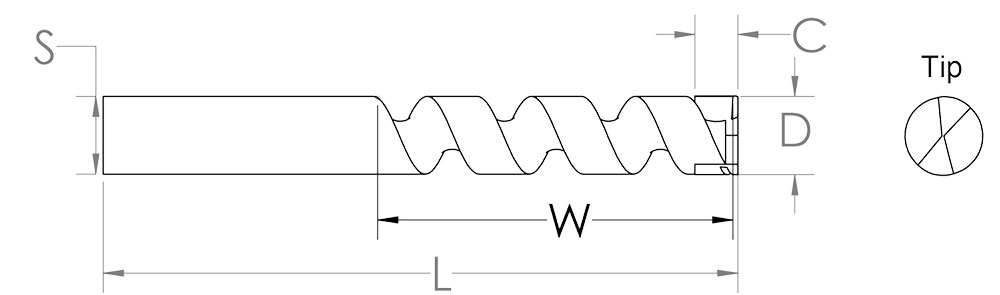
部品番号-RC4806D
12.7 mm
S 12.7 mm
W 50.4 mm
C 9.525 mm
L 101.6 mm
フルートタイプ-ヘリカル
フルート数-2
CVDダイヤモンド 4枚刃圧縮ルーター

製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティング逆ドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
優れた切りくず除去率
特殊設計による低切削抵抗
ラミネートの層間剥離を防ぎます
高送りルーティングと仕上げ
加工される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
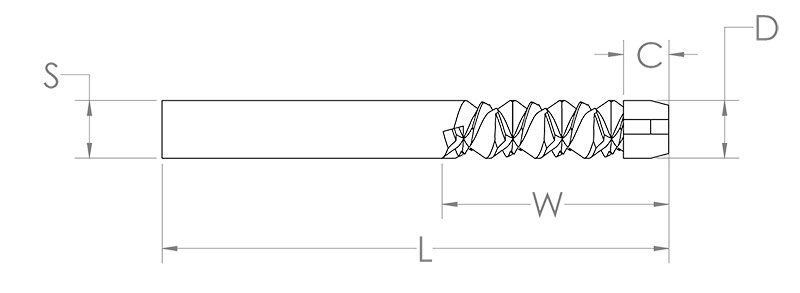
フルートタイプ-ヘリカル
フルート数-4
| Part # | ルーター直径(D) | シャンク直径(S) | 動作長(W) | (L) | |
| RC4807 | 12.7 | 12.7 | 50.4 | 128 | 30 |
| RC4808 | 12.7 | 12.7 | 38.1 | 241 | 30 |
CVDダイヤモンド テーパー リーマー

製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティング逆ドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
ダウンタイムの削減
効率と生産性の向上
エッジの蓄積が少ない
より速い熱放散
優れた切りくずの流れと排気
改善された表面仕上げ
加工される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
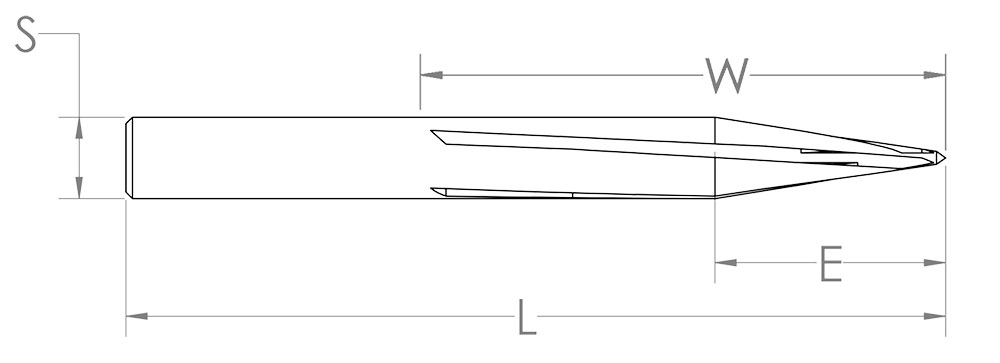
部品番号-RC4812D
12.73 mm
S 12.72 mm
W 76.2 mm
L 127 mm
Qual Diamond Hi-Tech Corporation
ダイヤモンドパウダー/スラリー 研磨剤
オプティカニクス株式会社