![]()
オプティカニクス総合取扱製品
opticanics.com
- HOME
- CVDダイヤモンド ドリル工具 Qual Diamond Hi-tech Corporation
CVDダイヤモンド ドリル工具 Qual Diamond Hi-tech Corporation

Qual Diamond Hi-Tech Corporation
ダイヤモンドパウダー/スラリー 研磨剤
オプティカニクス株式会社
CVDダイヤモンド ドリル工具
Qual DiamondのCVDダイヤモンドツールは、ホット フィラメント リアクターによってCVDダイヤモンドをコーティングして製造されています。
6-8%のコバルトを含むタングステン カーバイド スティックは、CVDダイヤモンドでコーティングされています。
ダイヤモンドコーティングの安定性により、使用寿命が長くなり、フライス加工、ドリル加工、切断などで優れた性能を発揮します。
Qual Diamondのツールは、高度な複合材料、半導体、および高度なセラミック産業向けにカスタマイズして利用することができます。
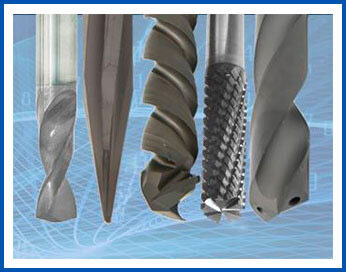
私たちが提供するツールのサンプル表示。リクエストに応じて、処理のニーズに合わせて完全にカスタマイズできます。
ドリル工具:
*インバースドリルビット
*ストレートドリルビット
*タップドリルビット
*ロングリーチドリルビット
* 2-フルートドリルビット
* 2-インナークーラー付きフルートドリルビット
フライス工具:
* 4-フルートボールノーズエンドミル
*スパイラルエンドミル
*スパイラルダイアモンドパターン荒削りエンドミル
*ダイアモンドパターンエンドミル
* 2-フルートエンドミル
ルーティング工具:
*ダイヤモンドルータービット
*ダイヤモンドフィッシュテールルータービット
* 2-フルート圧縮ルーター
* 4-フルート圧縮ルーター
* CVDダイヤモンドコーティングテーパーリーマー
ドリル工具:
CVDインバース ドリル ビット

CVDダイヤモンド層のSEM画像
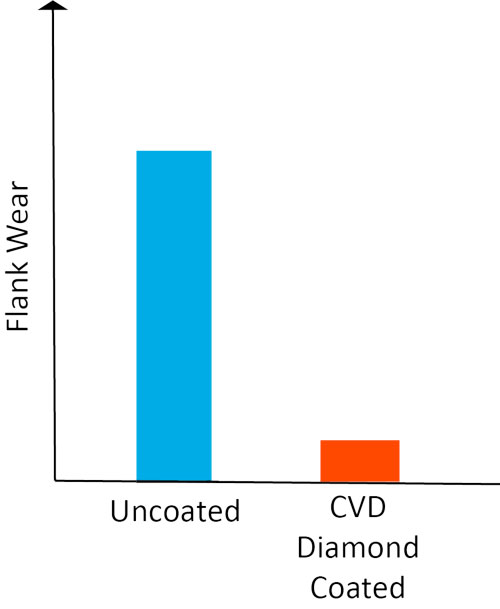
CVDダイヤモンドコーティングされた工具
は、コーティングされていない工具よりも摩耗が大幅に少なくなります。
製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティング逆ドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
ダウンタイムの削減
効率と生産性の向上
エッジの蓄積が少ない
より速い熱放散
優れた切りくずの流れと排気
改善された表面仕上げ
処理される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
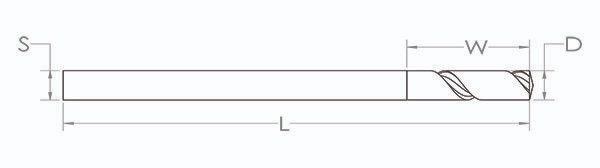
フルートタイプ-スパイラル
フルート数-2
| Part # | ドリル直径 (D) | Shank 直径(S) | 動作長(W) | 全長 (L) |
| RC3811 | 3.15mm | 3.175mm | 10mm | 38mm |
| RC3881 | 2mm | 3.175mm | 10.5mm | 38.1mm |
他の寸法も可能で、完全にカスタマイズが出来ます。
マシーンニング ガイドライン
CVDダイヤモンド ストレート ドリル ビット

CVDダイヤモンド層のSEM(走査電子顕微鏡)像
CVDダイヤモンドコーティングされた工具
は、コーティングされていない工具よりも摩耗が大幅に少なくなります。
製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティングストレートタイプドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
ダウンタイムの削減
効率と生産性の向上
エッジの蓄積が少ない
より速い熱放散
優れた切りくずの流れと排気
バリの低減
高品質な仕上がり
処理される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
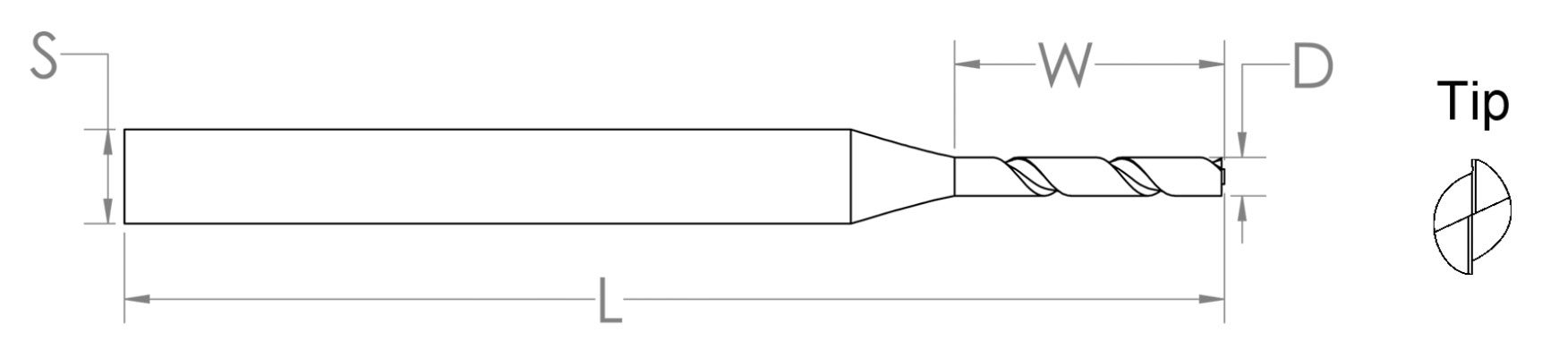
フルートタイプ-円筒形| フルートの数-2
| Part # | ドリル直径 (D) | Shank 直径(S) | 動作長(W) | 全長 (L) |
| RC3831 | 1.3mm | 3.175mm | 10mm | 38.0mm |
| RC3862 | 0.2mm | 3.175mm | 3.5mm | 38.1mm |
| RC3870 | 1.0mm | 3.175mm | 7.0mm | 38.1mm |
他の寸法も可能で、完全にカスタマイズが出来ます。
マシーンニング ガイドライン
CVDダイヤモンド タップ ドリル ビット

CVDダイヤモンド層のSEM(走査電子顕微鏡)像
CVDダイヤモンドコーティングされた工具
は、コーティングされていない工具よりも摩耗が大幅に少なくなります。
製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティングタップドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
ダウンタイムの削減
効率と生産性の向上
エッジの蓄積が少ない
より速い熱放散
優れた切りくずの流れと排気
改善された表面仕上げ
処理される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
CVDダイヤモンド ロングリーチ ドリル ビット

CVDダイヤモンド層のSEM(走査電子顕微鏡)画像
製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティングロングリーチドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
ダウンタイムの削減
効率と生産性の向上
エッジの蓄積が少ない
より速い熱放散
優れた切りくずの流れと排気
改善された表面仕上げ
処理される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
CVDダイヤモンド 2枚刃ドリル ビット

CVDダイヤモンド層のSEM(走査電子顕微鏡)画像
製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティング逆ドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
優れた切りくず排出
きれいなカットを作成します
振動を低減し、安定した掘削を誘発するように設計されています
低RPMでの高送り速度
処理される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC
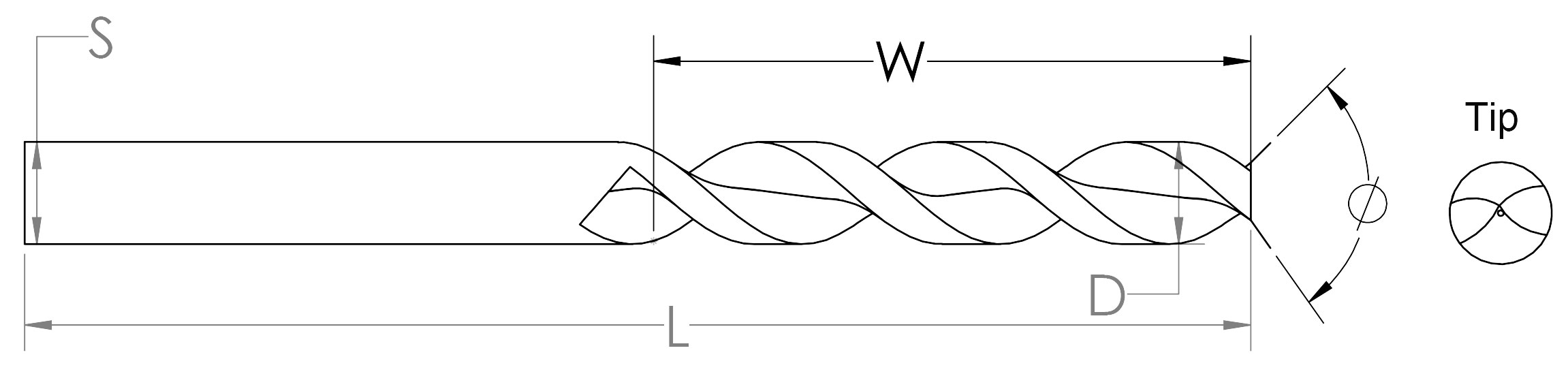
フルートタイプ-スパイラル
フルート数-2
| Part # | ドリル直径 (D) | Shank 直径(S) | 動作長(W) | 全長 (L) | ポイント角Θ |
| RC4810 | 12.73mm | 12.72mm | 76.2mm | 152.4mm | 140° |
| RC4811 | 12.73mm | 12.72mm | 76.2mm | 152.4mm | 120° |
他の寸法も可能で、完全にカスタマイズが出来ます。
マシーンニング ガイドライン
CVDダイヤモンド 2枚刃 ドリルビット 内部クーラーチャネル

CVDダイヤモンド層のSEM(走査電子顕微鏡)画像
製品の概要
化学蒸着のプロセスを通じて、当社のCVDダイヤモンドコーティング逆ドリルビットは、炭化タングステン基板上に3〜6μmの均一に分布したダイヤモンド粒子の微結晶薄膜で構成されています。最も硬い既知の材料であるCVDダイヤモンドと非常に硬い材料であるタングステンカーバイドの組み合わせにより、優れた耐用年数を持つ工具が製造されます。ダイヤモンド層は超硬工具の寿命を12〜20倍長くし、工具交換が少ないためダウンタイムを短縮します。物理的な障壁として、CVDダイヤモンドコーティングはエッジの蓄積を最小限に抑え、工具の摩耗を減らします。ダイヤモンドコーティングはまた、優れた熱伝導率を備えており、刃先から熱を取り除き、潤滑性を高めて切りくずの流れと排出を改善します。
製品の利点
並外れた耐用年数
クーラント設計による優れた切りくず排出
工具やワークに熱がこもりません
優れた熱放散
きれいなカットを作成します
振動を低減し、安定した掘削を誘発するように設計されています
低RPMでの高送り速度
深い穴を開けるために使用できます
処理される材料
コンポジット(PCB、GFRP、CFRP)
エンジニアリングプラスチック
黒鉛
セラミック
高シリコンアルミニウム
マシンの互換性
フライス盤
CNC

フルートタイプ-スパイラル
フルート数-2
| Part # | ドリル直径 (D) | Shank 直径(S) | 動作長(W) | 全長 (L) | ポイント角Θ |
| RC4813 | 12.7mm | 14mm | 65mm | 128mm | 30° |
| RC4816 | 15.88mm | 15.88mm | 175mm | 241mm | 30° |
他の寸法も可能で、完全にカスタマイズが出来ます。
マシーンニング ガイドライン
Qual Diamond Hi-Tech Corporation
ダイヤモンドパウダー/スラリー 研磨剤
オプティカニクス株式会社